Temps de réalisation :
Environ 300 h. Une année scolaire pour terminer le projet.
Objectifs : Impliquer des élèves dans
toutes les phases de réalisation d'un objet technique depuis sa
conception jusqu'à l'utilisation.
Financement : Foyer du collège et Projet
d'établissement.
Caractéristiques du voilier : Plan CAP
Maquette Katana.
- Longueur hors tout 1m
- Maître bau 20.6 cm
- Tirant d'eau 37 cm
- Poids maxi fini 3.7 kg
- Construction tout composite verre/polyester
- Quille démontable
- Hauteur du mat 1.70 m
Présentation du projet et organisation :
A la rentrée de septembre le groupe est
formé, nous présentons le voilier sur plan. Par ailleurs pour impliquer
l'ensemble du groupe une sortie catamaran est organisée sur le bassin
olympique de Vaires sur Marne 77.
Après la détente on passe au boulot.
La plus grande difficulté du projet à été probablement l'organisation.
Dix élèves en moyenne travaillaient simultanément sur des séquences de
1 h 30. Ceux-ci n'ayant au départ aucune expérience dans le travail
manuel. La construction a été découpée en d'innombrable tâches simples.
Nous avons commencé par des pièces
simples à réaliser avec des matériaux peu onéreux tels le balsa et la
mousse de PVC. Nous voici lancé dans la réalisation du safran, dérive
et moule de bulbe.
- Le safran et la dérive seront de même technologie. Un sandwich
Balsa/fibre de verre/Polyester.
Le safran sera découpé dans du Balsa de 4mm d'épaisseur puis poncé au
profil hydrodynamique.
La dérive subira le même traitement en Balsa de 8mm d'épaisseur.
Une tige filetée en laiton de 4mm de diamètre est
collée faisant office de mèche de safran.
La dérive étant prévue démontable, une tige filetée de 4mm sera
collée en son extrémité en vue de sa fixation dans le fourreau.
Le safran est ensuite recouvert d'une épaisseur de
tissus de verre et résine polyester.
La dérive hérite de deux couches de tissus.
Après ponçage et mise au profil, dérive et safran
sont recouverts d'une couche de gelcoat blanc.
Après séchage, ponçage au profil puis polissage au
papier de verre à l'eau puis polish.
- Réalisation du moule de bulbe et du bulbe.
Le bulbe a été réalisé
par moulage. Le plomb constitué de récupération d'anciennes
canalisations sera chauffé au chalumeau (Température de fusion =330°C)
puis versé dans le moule. Il sera moulé en deux demi-bulbes qui seront
assemblés (vis/écrou + mastic polyester).
Le moule du bulbe (moule femelle) a
été réalisé en plâtre. Pour cela il a fallu auparavant réaliser le
moule mâle. Celui-ci a été découpé dans de la mousse de PVC
(isolation) puis poncé à la cote conformément au plan pour rester dans
le devis de poids. Attention !!! Le moule mousse doit être
parfaitement cylindrique et symétrique sinon les deux demi-bulbe ne
s'assembleront pas parfaitement.
Le moule du bulbe en mousse a été recouvert de résine polyester afin de
le durcir puis poncé pour un état de surface lisse.
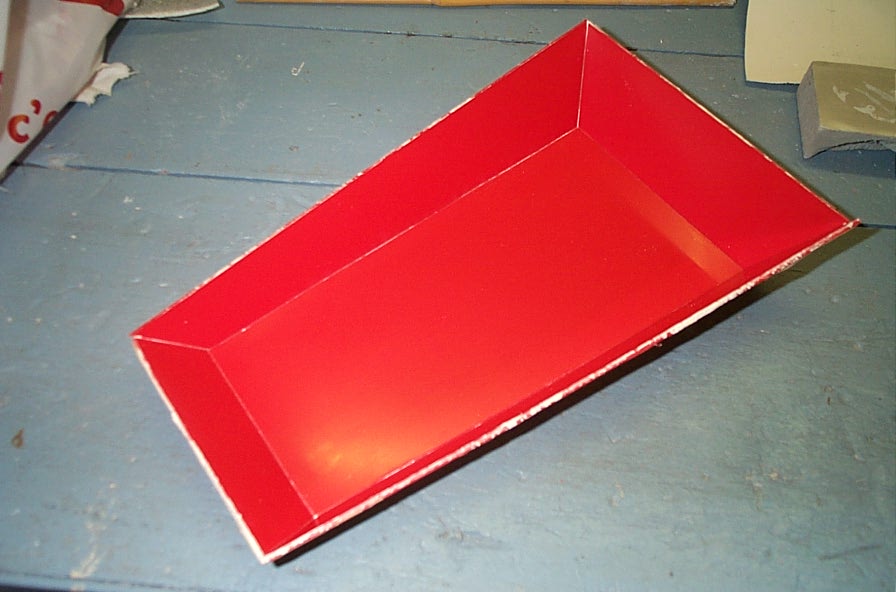
Une boite en fer (penser à la chaleur
lors du coulage du plomb) a servi de récipient pour y déposer le plâtre
délayé. On a réalisé un surfaçage pour y appliquer ensuite le moule
mousse. Ne pas oublier de tracer sur le moule mousse l'axe de symétrie afin
de savoir jusqu'où appuyer.
Laisser sécher quelques jours et
démouler délicatement. Poncer légèrement la surface et s'assurer qu'il
existe bien un angle de dépouille afin que le démoulage du plomb puisse
s'effectuer. Sinon le moule ne servira qu'une fois !!!
Réaliser un insert en plâtre pour le
passage de la dérive dans le bulbe.
Lors du coulage du bulbe prendre garde
aux projections éventuelles de plomb (Pour votre sécurité et celle des
autres, travaillez seul et à distance de tout spectateur avec blouse et
gant de type bouclette). Attention !!! Couler le plomb dans le
moule lorsqu'il est bien sec, au risque de le fendre par la chaleur. Ne
pas trop déborder voire pas du tout car le plomb ne s'usine pas
facilement à la lime.
Après quelques minutes, le plomb se
solidifie en créant un léger retrait dans le milieu. A l'aide d'un tournevis,
démouler par la pointe. Passer le demi-bulbe sous l'eau. A noter que la
pointe du bulbe reste fragile, le plomb étant un métal très malléable.
Recommencer l'opération pour l'autre
demi-bulbe.
- Assemblage de la dérive et des deux demi-bulbes.
Présenter les deux demi-bulbes et
poncer pour obtenir le profil et le passage de la dérive dans le bulbe.
Lorsque le travail est satisfaisant et que l'angle dérive/bulbe est
conforme, percer les trois parties et réaliser un lamage sur le bulbe
afin d'y placer une vis BTR qui va solidariser ces trois pièces. Faire un
montage à blanc, si tout va bien démonter, préparer du mastic polyester
enduire les parties à coller, remonter et serrer. Attention !!! Le
mastic durcit rapidement, ne pas oublier de vérifier l'angle
dérive/bulbe avant qu'il ne soit trop tard.
Poncer l'excédent de mastic. Enduire et
poncer jusqu'à obtention du profil.
Recouvrir le bulbe d'une couche de
gelcoat, poncer jusqu'au 800 à l'eau et polisher.
-
Réalisation
du moule de coque femelle.
Pour la réalisation de la coque, plusieurs solutions se
sont offertes à nous :
- Réaliser une coque lattée standard rentable pour
une réalisation unitaire.
- Réaliser un moule mâle : Permet une réalisation de
coque en stratifié verre/polyester en série mais avec un travail
sérieux de finition pour chaque coque (couche de gelcoat, ponçage et
polishage).
- Réaliser un moule femelle : Permet de sortir des
coques en stratifié gelcoat/verre/polyester en série avec un fini de
surface irréprochable.
C'est cette solution que nous avons
retenu, plus pour la technique en elle même que pour la rentabilité de
la série.
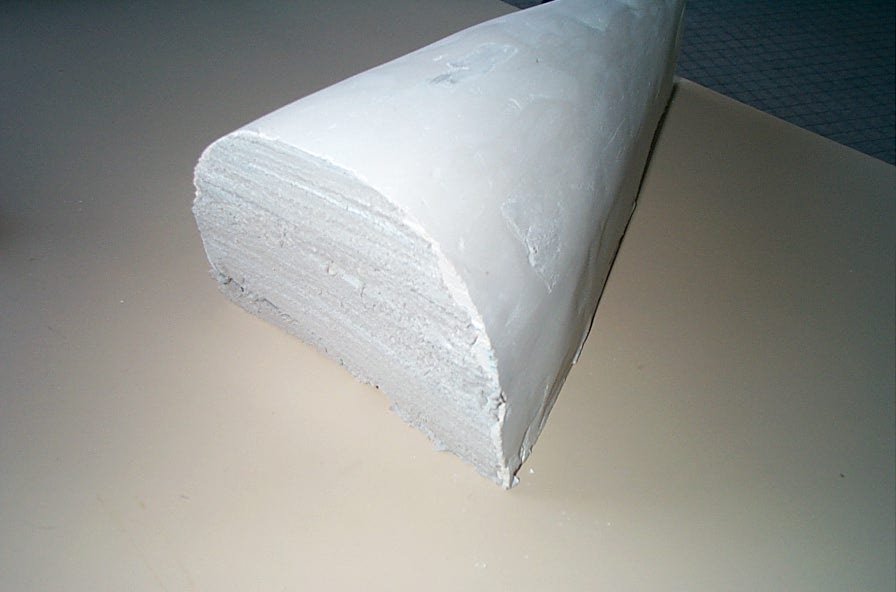
Première chose à réaliser : le moule
mâle qui servira à mouler le moule femelle (???!!). Conformément au plan
nous avons découpé des couples en négatif afin de créer le profil de
la coque. Le moule a été réalisé à partir de plaques de polystyrène
extrudé de 20 mm collées les unes sur les autres, le tout collé sur un
panneau de bois. L'usinage du polystyrène a été réalisé à la râpe
en respectant les gabarits (couples négatifs).
Lorsque la coque a été mise en forme, un enduit de lissage (pour placo)
a été déposé puis poncé. Une couche de résine polyester a été
appliquée puis poncée, enfin une peinture qui a été polishée. Nous
savions enfin à quoi ressemblerait notre coque.
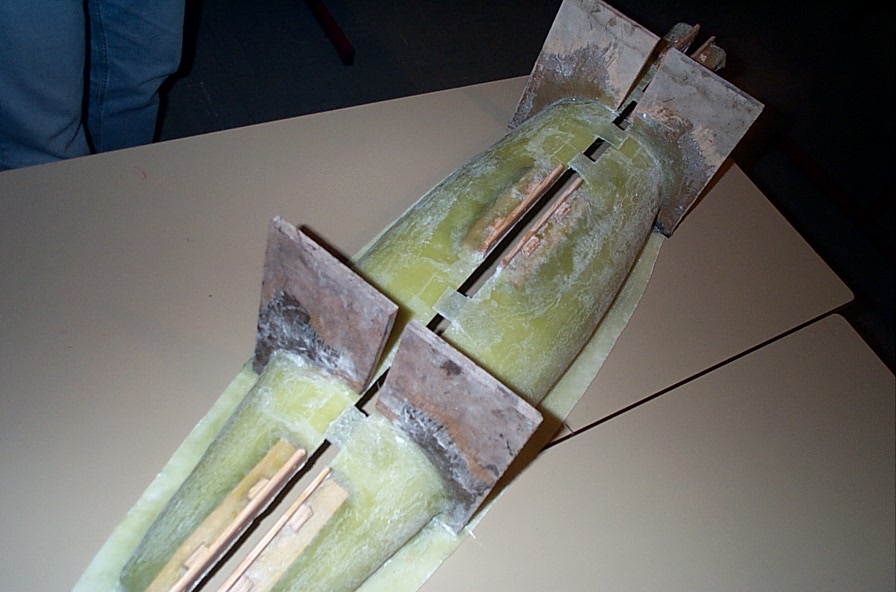
- Stratification
du moule femelle.
Notre moule mâle a été recouvert de 5
couches de cire de démoulage puis lustré.
Une couche de gelcoat a été étalée
sur toute la surface (environ 1 mm d'épaisseur). Lorsque le gelcoat est
devenu poisseux, la stratification a été réalisée en plusieurs couche
de Mât de verre et résine polyester. L'épaisseur du moule est d'environ 4 à 5 mm pour garder la rigidité.
Après 24 h de polymérisation, nous
avons disqué le moule à la Dremel dans le sens longitudinal et séparer
du moule mâle deux demi-coques.
Dans notre cas le démoulage s'est mal
passé. En effet la cire de démoulage n'a pas rempli son rôle (pb
chimique probablement dû à la peinture ???), quelques partie du moule
mâle se sont arrachées. Rien de grave en somme, le moule mâle n'ayant
pas à être réutilisé. En ce qui concerne le moule femelle, les parties
adhérentes ont été enlevées à la lame de cutter.
- Finition du moule femelle.
Il fallait maintenant réaliser un
support ainsi qu'un système de fermeture à notre moule.
Nous avons tout d'abord retravaillé le
plan de joint de nos deux demi-moules afin de rendre le jeux entre les
deux parties négligeable. Pour garder le plan de joint parfait et éviter
les décalages entre les deux demi-moules lors de la réalisation du
support, nous avons mis quelques points de colle cyano sur le plan de
joint afin de re-solidariser les deux parties, pas trop quand même pour
pouvoir les séparer après réalisation du support.
Après 24 h de polymérisation, les deux
parties du moule se sont décollées sans histoire.
L'intérieur du moule a été passé au
papier de verre à l'eau puis polishé.
- Moulage de la
première coque.
Le moment est venu de mouler notre première coque.
L'intérieur du moule est passé à la cire de démoulage en 5 couches.
La procédure est identique au moulage du moule femelle.
Une couche de 0.5 à 1 mm est déposée dans le moule. Attention :
Nous n'avons pas pensé au premier abord au fait que l'on place du gelcoat
blanc sur un moule de couleur blanche également. De ce fait nous avons
beaucoup de mal à apprécier l'épaisseur déposée et même la présence
ou non de gelcoat en surface. Si le moule était à refaire, il serait
souhaitable qu'il ait une couleur sombre.
Lorsque le gelcoat est poisseux mais pas encore sec, on
stratifie en deux couches de mât de verre/polyester et un renfort au niveau du puit de
dérive et des cadènes.
Après 24 h de séchage vient l'opération délicate du
démoulage. Nous étions quelque peu angoissés car si la coque ne venait
pas ou détériorait le moule, des heures de travail et des matériaux
étaient perdus.
Le démoulage n'a en réalité pas posé de problème
particulier.
- Moulage du
pont.
L'opération la plus simple à réaliser grâce à une
vieille table d'écolier en formica.
La procédure est identique à la réalisation de la
coque :
- traçage sur la table du contour du pont en mettant une
marge de 50 mm
- cire de démoulage puis lustrage
- gelcoat
- mat de verre/résine polyester
- 24 h pour la polymérisation puis démoulage
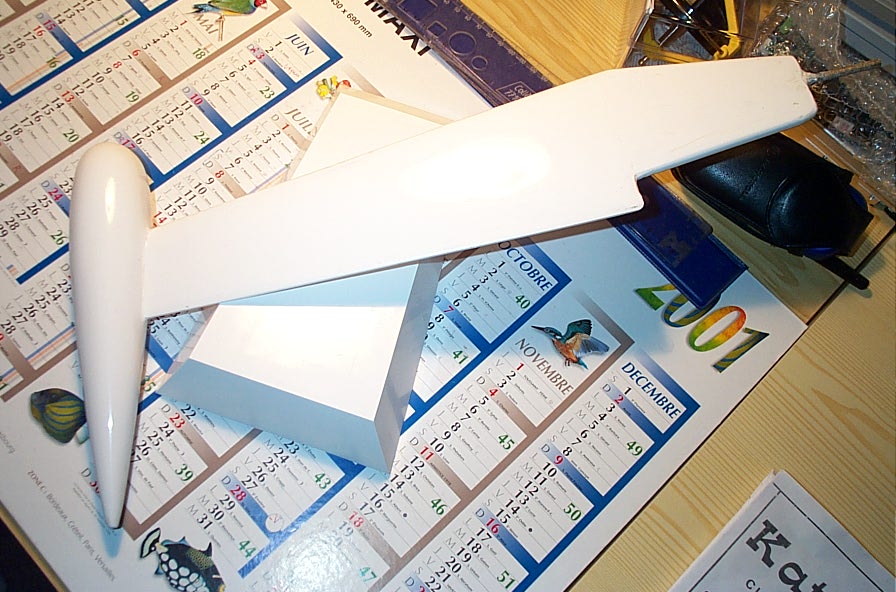
- Présentation
de la coque et du pont.
Nous commençons à voir le résultat de nos trois mois
de travail, nous sommes en janvier.
- Réalisation
du roof et de son support.
La réalisation en série a imposée la fabrication d'un
moule de roof. Les formes rectilignes du roof ont permis la réalisation
du moule à partir de PVC de 2 mm, cisaillé à la bonne cote et assemblé
simplement au scotch à peinture.
Le moule à été ciré, la stratification a été
réalisée avec un tissus de verre et du gelcoat en bonne épaisseur. Le
démoulage n'a posé aucun problème.
Le moule a été ciré à nouveau pour réaliser cette
fois le support de roof ; Contrepartie solidaire du pont ayant la même
forme mais plus courte à l'avant de 50 mm en un plan vertical. Il suffit
de rajouter un plan à la cote à l'intérieur du moule afin de le raccourcir.
Bien sur le support de roof devant permettre l'accès à l'intérieur de
la coque, il est inutile de résiner le fond du moule dans sa totalité.
La finition de ces pièces se fait à la cale à poncer,
papier de verre à l'eau et polish.
Après essais et réalisation du
système de fermeture, une bande de mousse (pour isolation des portes)
sera mise afin de rendre la coque parfaitement étanche à l'eau.
- Réalisation
du fourreau de quille et fixation quille/coque.
On a pu réaliser le fourreau qu'après avoir réalisé
la finition totale de la quille.
Le fourreau a été moulé directement
sur la quille après l'avoir cirée, en une couche de tissus. Le fourreau
sera renforcé après fixation sur la coque. Attention : Pour que
la quille soit démontable il faut s'assurer que la liaison
quille/fourreau soit conique dans le bon sens avec un état de surface
acceptable et plan.
Le démoulage a été réalisé en faisant un sciage à
la Dremel sur la hauteur du fourreau.
La coque a été percée conformément au plan. Le
fourreau a été mis en place sur la coque quille montée pour pouvoir
apprécier les angles. Le maintien en position du fourreau sur la quille a
été réalisé provisoirement par collage à la cyano. La quille à été
démontée pour la stratification du système coque/fourreau.
- Réalisation
du cockpit et fixation du tube de jaumière.
Le cockpit est posé en même temps que
le tube de jaumière. Le cockpit étant plan, il sera réalisé à partir
d'une plaque de stratifié de même constitution et réalisation que le
pont (mat de verre/polyester/gelcoat). Donc pas de finition
supplémentaire, découpage, perçage et collage au gelcoat.
- Réalisation
de la proue en silicone.
La jauge impose une protection en mousse ou autre à la
proue du voilier. La coque sera donc sciée à l'avant sur 15 mm. Pour
préserver l'étanchéité une cloison sera résinée en laissant un
retrait de 10 mm par rapport à la coupe pour permettre l'accroche du
silicone.
Pour maintenir la continuité de la coque, nous avons
appliqué (au scotch à peinture) de part et d'autre de celle-ci une
feuille de polyéthylène pour reformer la proue, ceci pour réaliser un
moule.
Il ne restait plus qu'à injecter du
silicone au pistolet en évitant toute bulle d'air. Le séchage a
nécessité plusieurs jours étant donné la faible surface du moule en
contact avec l'air.
Après démoulage il est toujours possible de rectifier
les surfaces aux ciseaux et cutter.
- Fixation des renforts, collage du pont.
L'intérieur de la coque ne contient
aucun couple. Une fois assemblés, la coque et le pont constituent un
caisson qui assure seul la résistance aux efforts de tractions,
compression et flexion.
Un renfort sera placé sous le pied de
mat pour reprendre les efforts de compression (max 10 daN, "10
kg").
Un faux couple sera placé sous le pont
vers l'arrière pour reprendre les efforts de traction au point d'écoute
(point de tire sur les voiles).
Des tasseaux de bois seront collés à
la résine pour
permettre la fixation des cadènes, plus une platine en contreplaqué pour
fixer la poulie du système de tension des voiles.
Avant d'entreprendre le collage du pont
sur la coque, il est préférable de prévoir l'installation du roof en
particulier le collage du support de roof après traçage et découpe du
pont. Le support est collé au gelcoat ce qui permettra un raccord
invisible entre pont et support.
Le collage du pont sur la coque sera
réalisé au gelcoat (après ajustage parfait). Un scotch à peinture
viendra maintenir la pression entre les deux pièces. Le jeux entre
celles-ci sera comblé au gelcoat puis poncé/polishé après séchage
jusqu'à obtenir une arête rectiligne.
- Réalisation des platine support de servo et treuil.
Pour un soucis purement esthétique, les
platines de treuil, support d'interrupteur seront débitées dans une
plaque stratifiée gelcoatée moulée sur une table en formica
- Montage des cadènes et platine support de mat.
Après traçage, perçage à un
diamètre légèrement inférieur au diamètre de la cadène. Puis vissage
en force des cadènes dans les tasseaux bois.
La platine support de mât est
réalisée dans une tige en aluminium puis percée. Le collage de la
platine sur le pont est réalisée au gelcoat.
- Installation du récepteur, servo et treuil.
La liaison servomoteur/safran est
réalisée en gaine souple. Cette solution nous a paru simple, le
fonctionnement est satisfaisant mais le système est élastique. Cette
gaine a probablement une utilisation plus aéronautique compte tenu des
efforts en jeu.
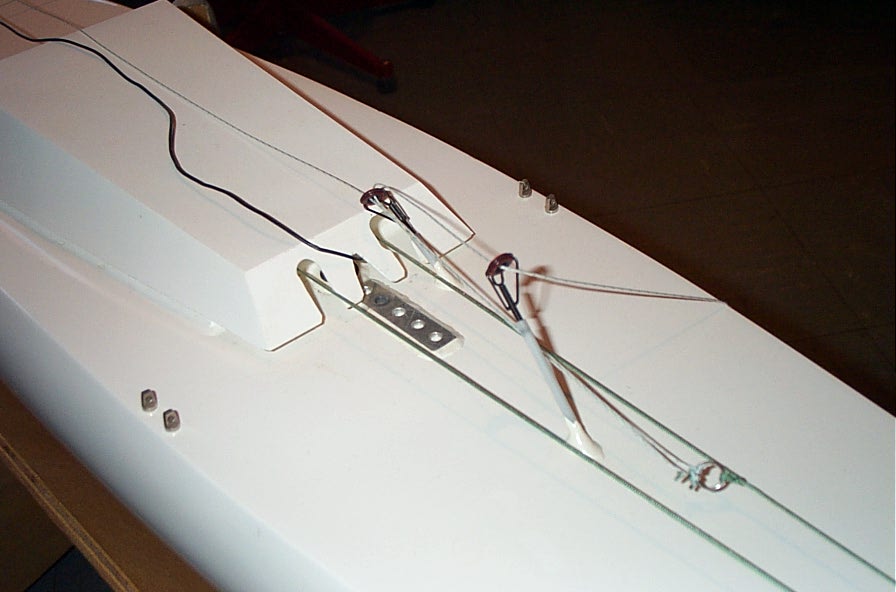
La platine de treuil a été réalisée
de telle manière que le tambour enrouleur du treuil soit placé 5 mm au
dessus du pont. Le tambour réalise 2,5 tours d'une butée à l'autre. Le
schéma ci-dessous détaille la technique utilisée pour le système de
tension des voiles. Un fil en nylon tressé (non élastique) tourne en
circuit fermé entre deux poulies et le tambour du treuil. Ce système
permet de limiter les efforts sur le treuil et de les reporter sur la
poulie arrière qui est réglable afin d'assurer une tension correct du
fil.
Compte tenu du diamètre de notre
tambour et du nombre de tour qu'effectue le treuil, une distance mini de
43 cm est nécessaire entre la poulie avant et le treuil.
Le récepteur radio est fixé à
l'arrière du treuil suffisamment haut pour qu'il ne soit jamais atteint
par l'eau si elle pénétrait à l'intérieur de la coque.
- Écoutes de grand-voile et foc.
Le système de tension étant terminé,
il faut transmettre les efforts au foc et à la grand-voile. Les écoutes
de grand-voile et foc sont attachées en un même point (anneau brisé sur
le système de tension en rouge sur le dessin) et passent par des renvois
constitués par des anneaux issus de scions de canne à pêche. Ces
anneaux se trouvent dans toutes les dimensions (4€ environ), nous avons
choisi le scion en fonction du diamètre de la corde à piano qui lui sert
de support. La corde à piano traverse le pont et vient se placer sur le
faux couple prévu à cet effet. Le scion est collé à la cyano sur la
corde à piano. La corde à piano est collée sur le pont au gelcoat pour
l'esthétique et à la résine polyester/fibre par le dessous. Pour
protéger la corde à piano de la corrosion nous l'avons insérée dans un
tube de commande souple avant montage/collage.
Notre système limite les
frottements, n'utilise pas d'élastique au réglage fastidieux et n'a, à
l'usage, jamais connu de disfonctionnement.
- Fabrication
du mât, barre de flèche et bôme.
Le gréement a été réalisé à partir de
l'accastillage standard du commerce. Le mât en profilé alu anodisé noir
(16mmx2.25m) a été coupé à 170 cm. La partie restante du mât a été
utilisée en partie pour réaliser la bôme de grand-voile.
La barre de
flèche a été réalisée à partir d'un tube en alu de diamètre 5mm
(grande surface de bricolage),le mât a été percé à la cote, la barre
est collée à la cyano . Les ferrures ont été fixées par des vis
à tôle (2.2x6.4).
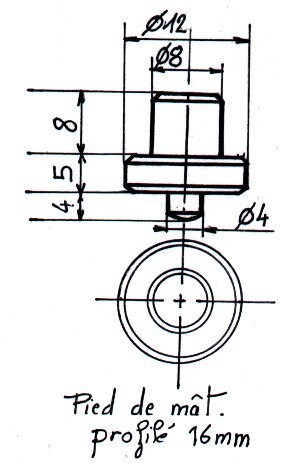
Le pied de mât a été réalisé au tour suivant le
plan ci-contre, dans un jonc en alu.
Liste de l'accastillage utilisé :
- cadène diam 3mm L=17mm : 6 pièces
- ridoir à crochet petit modèle : 6 pièces
- ferrures universelles : 10 pièces
- taquet coinceur : 3 pièces
- mât profilé 16mm Alu anodisé noir : 1 pièce
- vit de mulet à rotule : 1 pièce
- hale bas rigide : 1 pièce
- tête de mât réglable : 1 pièce
- barres de flèche si non confectionnées :
1 paire de pièce
- pied de mât si non confectionné : 1 pièce
- collier curseur de bôme : 2 pièces
- poulie simple 10mm renvoi sur 180° : 1 pièce
- poulie de plat pont simple 10mm : 1 pièce
- agrafes : 3 pièces
- anneau brisé inox diam 7mm : 3 pièces
- hauban inox gainé 18 kg (15m) : 1 pièce
- sertisseurs inox (sachet de 20) : 1 pièce
- mini œillets (sachet de 20) : 1 pièce
L'achat de toutes ces pièces peut
s'effectuer chez CAP Maquette pour un prix approximatif de 120 € (800
F).
- Réalisation des voiles.
Nous avons choisi l'option économie et
facilité de réalisation pour la confection des voiles. Elle proviennent
tout droit de la jardinerie d'à coté. En effet nous avons acheté
quelques mètres de feuille de plastique destiné à l'emballage des
fleurs et plantes. La plus grosse difficulté étant d'en trouver sans
motif. Ce plastique est extrêmement résistant à la traction, nous avons
constaté à l'utilisation qu'il résistait très bien au façayage des
voiles. Par contre dès qu'une amorce de rupture est réalisée celui-ci
se déchire de part en part. Pour éviter ce problème nous avons
renforcé le bord de fuite des voiles par un simple scotch transparent de
bureau.
Les voiles ont été réalisées en
suivant la jauge dans les plus grandes surfaces possibles, donc des voiles
de petit temps. Nous avons d'ailleurs décidé de ne faire que ce jeu de
voile, la compétition n'étant pas notre objectif premier.
Nous avons déroulé le "papier à fleur" sur
une grande table afin d'effectuer le traçage. La découpe s'effectue aux
ciseaux en prenant bien garde de ne pas déchirer le plastique (toute
entaille dans le bord de fuite oblige à recommencer la voile).
Nous avons décidé de ne pas utiliser de balestron mais
de fixer la bôme sur l'étai. Le foc sera directement scotché sur
l'étai et la bôme de foc avec un scotch toilé en provenance d'un
magasin de bricolage. L'inconvénient de notre système réside dans le
changement de foc qui impose un autre étai et une autre bôme de foc.
La grand-voile a été réalisée de telle manière qu'elle soit
facilement démontable. De par la conception du mât, la voile doit
pouvoir être endraillée dans la rainure/glissière prévue à cet effet.
Nous avons décidé de placer un fil sur tout le guindant de la voile. Ce
fil de 2mm de diamètre sera scotché sur la voile. Un œillet sera placé
au point d'écoute, de drisse et d'amure.
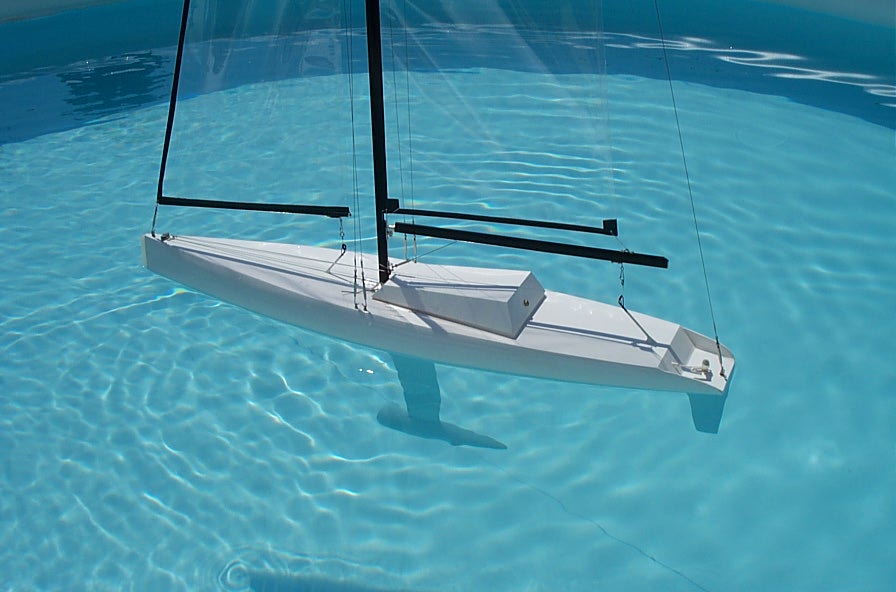
- Essais du
voilier.
Nous avons fait un essai des commandes dans le bon sens
et c'est avec une petite angoisse quand même que l'on a déposé le
voilier sur le plan d'eau. Il s'est élancé dans le vent léger avec une manœuvrabilité
satisfaisante. Le voilier est à l'aise suivant toutes les amures avec une
tendance à partir au lof au près avant 45° de gîte quand le vent
force. Ce défaut sera corrigé par une augmentation du débattement du
safran.
Au portant les voiles passent en ciseaux sans problème.
Par vent fort arrière, le foc a tendance à remonter en se pliant. Ce
problème peut être contré en ajoutant un hale bas sur la bôme de foc,
ce que nous ne ferons pas, les voiles étant suffisamment puissantes. A ce
sujet il nous est arrivé à plusieurs reprise d'enfourner la coque
jusqu'au roof lors de surventes au portant.
Aucune infiltration d'eau n'a jamais été constatée,
notre coque étant parfaitement étanche dans une utilisation normale. Les
seules entrées d'eau possibles sont :
- la commande souple où l'on est convaincu que
vu le jeu entre la commande et la gaine rien ne doit passer par là.
- les deux gaines qui laisse passer le système
de tension des voiles. Le jeu entre le fil et les gaines est faible et ne
permettra pas de faire entrer des litres d'eau dans le voilier.
- NOTA : le roof est équipé d'un joint
d'étanchéité.
Dans la théorie il serait possible d'immerger notre
voilier quelques secondes sans constater d'entrée d'eau.
De plus comme nous ne doutons de rien, nous avons placé
un GPS portable dans la coque afin d'évaluer la vitesse de notre engin.
Sur une navigation de 30 mn avec un vent satisfaisant, la vitesse moyenne
sur un parcours entre 3 bouées était de 4.6 km/h. Pas si mal finalement
pour un voilier d'1 mètre.